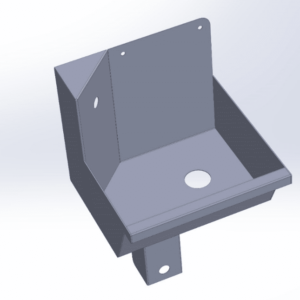
Stainless Steel knee operated Hand Wash Sink manufactured by LS Engineering all come as standard wall mounted.
Our Wall Mounted Stainless Steel knee operated Hand wash Station is designed for use in Hygiene Conscious Environments.
**Compare our prices with our competitors** We won’t be beaten on Price or Quality.
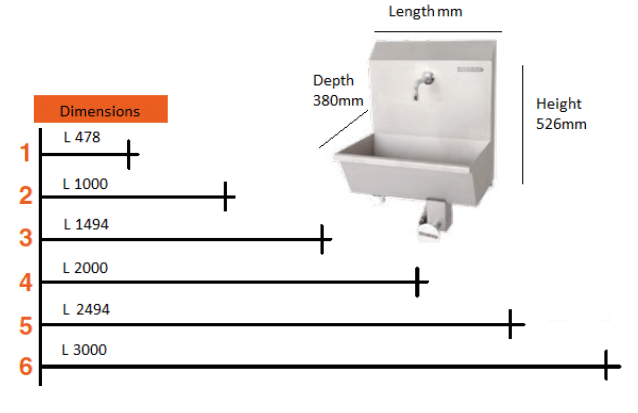
Our knee operated Hand wash sinks can be manufactured from 1-6 stations as standard and other forms available on request.
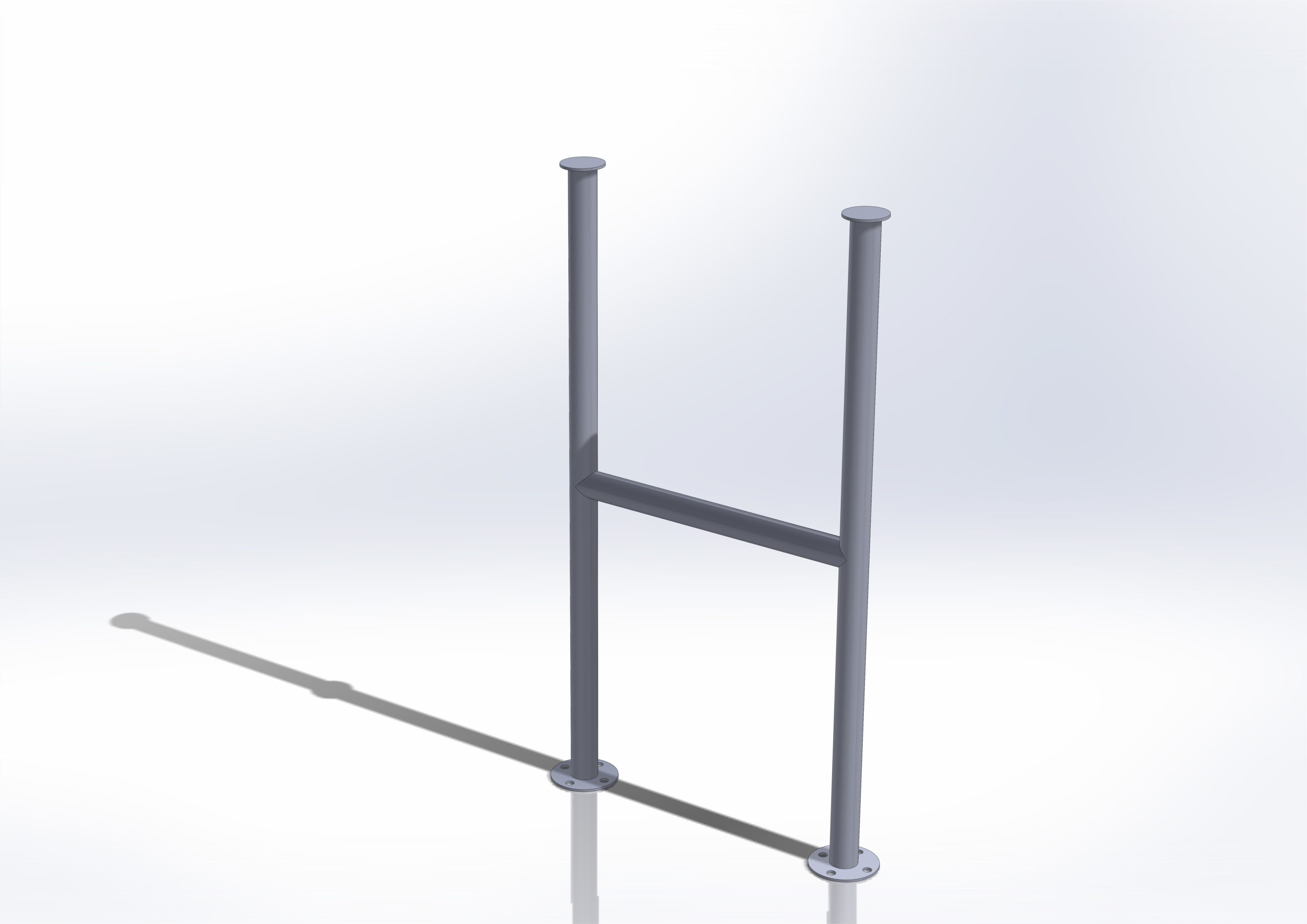
- We offer a pedestal for extra support. If you require 1 – 2 stations you require 1 pedestal.
3 – 6 stations require 2 pedestals. Pedestals are ideal for extra support when wall mounting isn’t quite adequate due to wall thickness and strength.
Options for a thermostatic mixing valve for those who have mains hot & cold water feeds coming in to their sink. (Not required with a water heater)
Furthermore the final option is for a Water heater which is suitable for 1-2 positions. If a water heater is required for larger stations, we have this available on request.
- View our full range of high quality stainless steel
Hand wash Sinks
Please contact the office for more information or simply click enquire on the product to send a direct email to our sales team.
Can’t find what you are looking for? We can build it Bespoke!
We manufacture bespoke solutions so should you see something that is similar or have an idea in mind please contact the sales team who will be happy to help.