




| News
What are Gravity Roller Conveyors?
The most basic form of roller conveyors, gravity conveyors work by allowing products to slide down the line on rollers. Gravity conveyors can be powered by gravity when set up at a decline, or manually by pushing product when set up on a level surface.

What are Incline Conveyors?
They are essential for systems that require transportation of products or materials to a higher or lower elevation. Different kinds of incline conveyors are designed using different methods of inclination so that users have the option to choose the method that works best with their floor layout or existing systems.
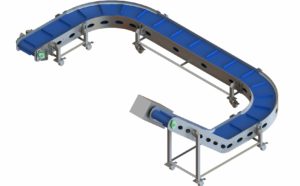
What is a Radius Conveyor
A Radius conveyor is a 180 degree conveyor that can connect two tracks in a confined space. This can save the operators from manually carrying packaging or goods from one side of the conveyor to the other.
What is an S Shape Conveyor?
Also known as a curve conveyor, manufactured to fit in or around existing factory equipment or when a straight conveyors will not get your product to where you want it. We can create bends from 30-180 degrees.

What are Swan Neck Conveyors?
Swan Neck Conveyors are often called Incline conveyors used for transferring products into a hopper, bin or another conveyor, for forming ‘bridges’ to allow transport over/under obstructions, or pretty much any situation where goods need to be moved down or up.

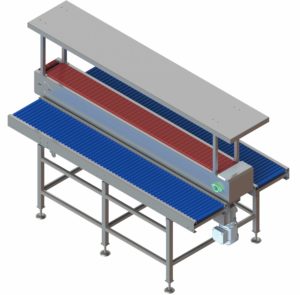
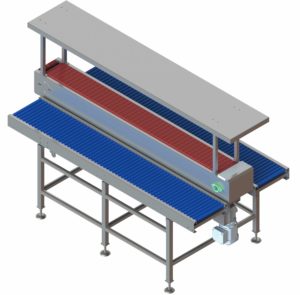
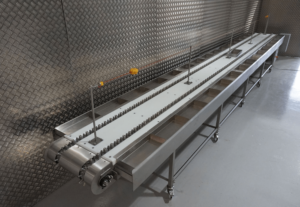
What is a Packing station Conveyor?
A Packing Station Conveyor is an automated packing station table that can improve production flow maximising your factory floor space to its full potential increasing the efficiency which in turn increases the productivity and profit.
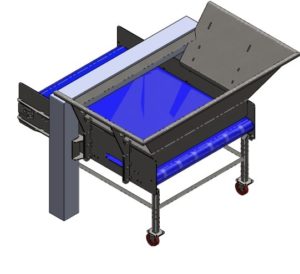
What is a Box Tipper Conveyor?
Designed for a box tipper or eurobin tipper /swing loader to empty produce onto a conveyor belt for sorting or transporting. They have advantages of being lightweight and transportable for ease of moving to the desired location.

What is a Hopper Conveyor?
Also, knowns as bulk conveyor and very similar function as a Box Tipper Conveyor, designed for unloading produce and transporting sometimes at an incline. These are very versatile and can be designed to suit requirements.
What is a BBQ Kebab Conveyor?
The BBQ Kebab Conveyor is designed to fill kebab sticks with a variety of produce on a conveyor line of 1 or 2 sides. Adapted to suit customer’s requirements.
What is a Lid Closing Conveyor?
Using a combination of conveyors to produce a solution for closing lids on all types of products that require a lid. Rollers use different pressures to assure a sealed lid of your products.

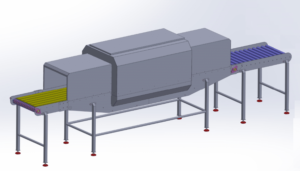
What is a UV Light Tunnel Conveyor?
The UV Light Tunnel can be used to eliminate the contamination of sealed food products as well as being versatile and be able to use for a wide range of other non-food related products. The UVC chamber will significantly reduce the micro-biological and virological contamination of surfaces and packages on the conveyor or production line. The chemical free disinfection process is carried out in this safe, and light shielded UV chamber.
At LS Engineering and Advecto we design and manufacture a range of Conveyors suitable for a multitude of industries. Contact us today for a quotation on our standard conveyors or book a site visit for a bespoke conveyor suitable for your needs. Contact the office on 01952 814822